服務(wù)執(zhí)線:
0472-5100678

服務(wù)執(zhí)線:
0472-5100678







焊接時,無論是打底、填充、蓋面還是坡口尺寸,都要選擇相同的電弧電壓。這樣可能達不到要求的熔深、熔寬、氣孔、咬邊、飛濺等缺陷。
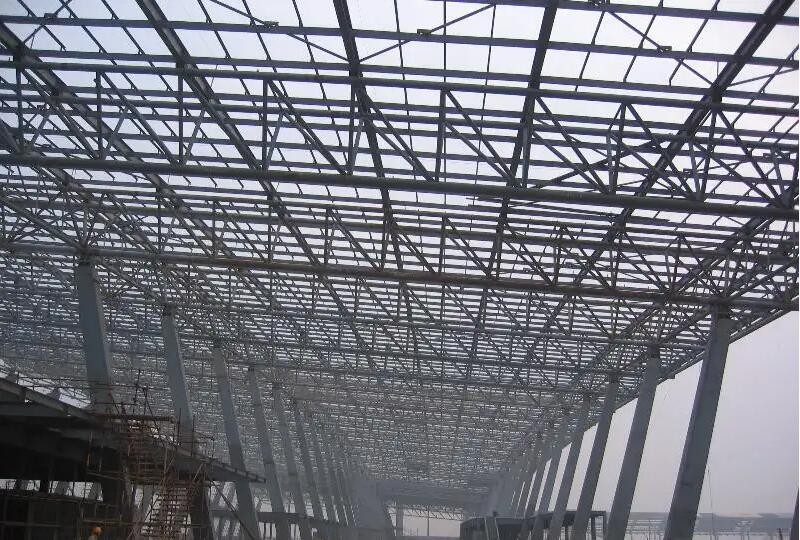
內(nèi)蒙古鋼結(jié)構(gòu)焊接時一般根據(jù)不同情況選擇相應的長弧或短弧,可以獲得好的焊接質(zhì)量和工作效率。如果底部焊接是為了獲得好的熔深,采用短弧操作;為了獲得高的效率和熔寬,可以適當增加電弧電壓。
焊接鋼結(jié)構(gòu)時不注意控制電弧長度。
焊接時,電弧長度不應根據(jù)坡口形式、焊接層數(shù)、焊接形式和焊條型號進行調(diào)整。由于焊接電弧長度不當,很難得到高質(zhì)量的焊縫。
為了保障鋼結(jié)構(gòu)焊縫的質(zhì)量,焊接時一般采用短弧操作,但可以根據(jù)不同情況選擇合適的弧長來獲得焊接質(zhì)量,如V形坡口對接。角接的一層應采用較短的電弧,以保障焊接透徹,無咬邊現(xiàn)象;二層可以稍微長一點來填充焊縫。焊縫間隙小時,宜采用短弧,間隙大時電弧可稍長,焊接速度加快。
仰焊電弧應較短,防止鐵水下流;為了控制熔池的溫度,還需要使用小電流和短弧焊。此外,無論運動過程中使用什么焊接,都要注意保持弧長基本不變,保障整個焊縫的熔寬和熔深一致。
蒙古大型鋼結(jié)構(gòu)制造廠")
*免責聲明:轉(zhuǎn)載內(nèi)容均來自于網(wǎng)絡(luò),如有異議請及時聯(lián)系,本人將予以刪除。
該內(nèi)容的中圖片及文字說明部分或全部來源于互聯(lián)網(wǎng),本著傳遞更多信息之目的,并不意味著贊同其觀點或證實其內(nèi)容的真實性。如轉(zhuǎn)載作品侵犯作者署名權(quán),或有其他諸如版權(quán)、肖像權(quán)、知識產(chǎn)權(quán)等方面的傷害,并非本網(wǎng)故意為之,在接到相關(guān)權(quán)利人通知后將立即加以更正。
 掃一掃,關(guān)注我們最新消息
掃一掃,關(guān)注我們最新消息 工作時間:周一至周五 9:00-18:00
聯(lián)系人:楊總
聯(lián)系方式:0472-5100678 13294722340
郵件:hongygs@126.com
地址:包頭市稀土高新區(qū)濱河新區(qū)風光新能源機電園 (南繞公路26公里處路南500米)
 蒙公網(wǎng)安備 15020702000269
蒙公網(wǎng)安備 15020702000269